ガントリー対ロボットアーム
建設用 3D プリンターで利用可能なオプション
基本的に、ロボット アーム プリンターとガントリー型プリンターのどちらかを選択する必要があると考えています。
一般的に言えば、ロボット アーム プリンターには、ガントリー プリンターよりも可動性が高く、ガントリープリンターでは困難な 6 軸の動きにより特定のプリントを印刷できるという利点があります。一方、ガントリー プリンターは通常、コストと安定性の利点があり、より大きなプリントを作成する機能を提供し、建物全体を一度にプリントすることさえできます (ロボット アーム プリンターの限られたプリントや、単一要素のプリントに必要なロボット プリンターとは対照的です)。 . ガントリー プリンターは、建物全体を印刷する場合に必要な非連続印刷も可能にします。
簡単に言えば、少し単純すぎるかもしれません: ロボット アーム プリンターは、非常に複雑で詳細な単一要素を印刷する「専門家」オペレーター (通常はロボット サプライヤー自身) に適していますが、ガントリー プリンターは大規模なプロジェクトや 3D に適しています。建物全体の印刷。
以下では、上記の特徴と問題点について詳しく説明します。
ガントリーおよびロボット アーム プリンター システムの印刷可能領域
ロボット アーム プリンターの主な欠点の 1 つは、印刷可能な領域が限られていることです。印刷可能な領域が限られているため、このタイプの 3D プリンターをテストや実験に使用することは特に困難です。
ロボット アーム プリンターのユーザーは、事実上、構造物や建物全体ではなく、要素のみを印刷することを余儀なくされています。特定のプロジェクトによっては、これが大きな制限になる場合があります。これら 2 つの重要なポイントについては、以下で詳しく説明します。
通常、ロボット アーム プリンターはかなり大きく、アームはかなり短く、周囲に多くのクリア スペースが必要です。これにより、各ロボット アーム プリンターの印刷可能領域が大幅に制限されます。
次の図では、この点が示されています。下の図は、Fanuc M-2000i/A900L ロボット アームの最大のロボット アームを示しています。アームのリーチは4683mm。ロボットアームは330度回転できます。これにより、ロボットが到達できないデッドゾーンが生じます。つまり、ロボットは 330 度をカバーする「パイ」を最大限に印刷できます。
したがって、ロボット アーム プリンターを使用する場合、ロボットの周囲 360 度を 3D プリントすることはできません。実際、ほとんどのロボット プリントでは、ロボットはプリント領域の前に配置され、実際には周囲に対応する「パイ」のみをプリントします。より広い「パイ」を印刷する際の問題により、最大 120 度です。繰り返しになりますが、これにより、ロボット プリンターの印刷可能領域が大幅に制限されます。
このような印刷可能な領域を、ヨーロッパで最初の 3D プリントされた住宅である The BOD の印刷パスと比較すると、次のことが明らかです。
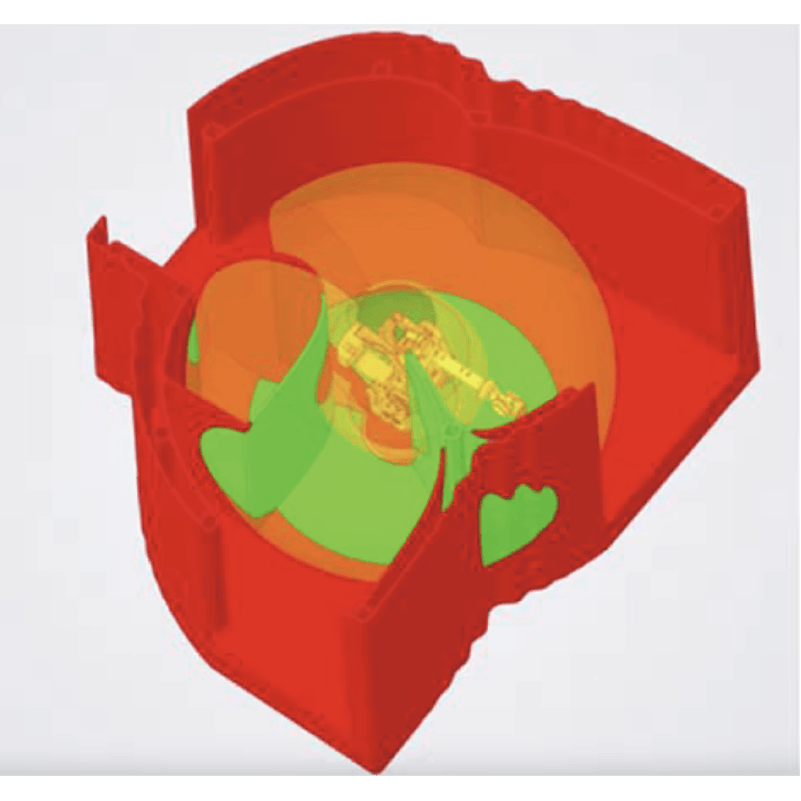
1 つの固定された場所からロボットで印刷する場合、最大のロボット アームでさえ、BOD (50 平方メートル) のサイズの建物を印刷することはほとんどできません。ロボット アーム プリンターは緑の領域を印刷できますが、赤とオレンジの領域は印刷できず、大きな建物 (黄色の円) も印刷できません。さらに、ロボットは非常に多くのスペースを占有するため、プリント自体の内部にロボットが入る余地がないため、内部の特定の部分 (オレンジ色の領域) をプリントできません。
上記の点は、次の図でさらに説明されています。以下の画像では、黄色のドーナツが印刷可能領域です。緑色はロボットが印刷できる家の部分で、赤い部分はロボットが印刷できない家の部分です。
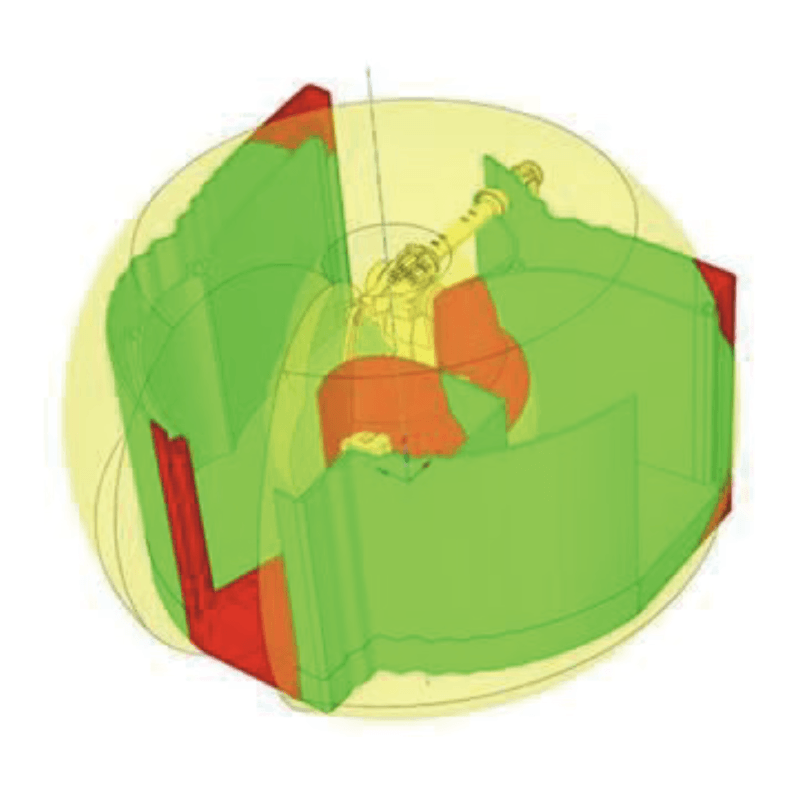
BOD ビルと比較した最大のロボット アームの印刷可能領域。
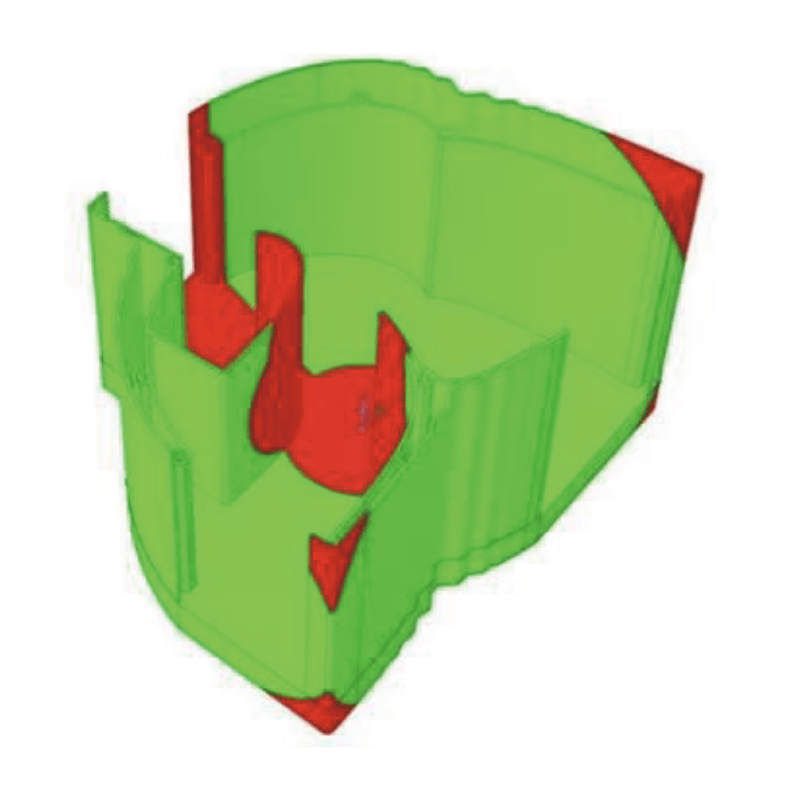
BOD ビルと比較した最大のロボット アームの印刷可能領域。
BOD ビルと比較した最大のロボット アームの印刷可能領域。
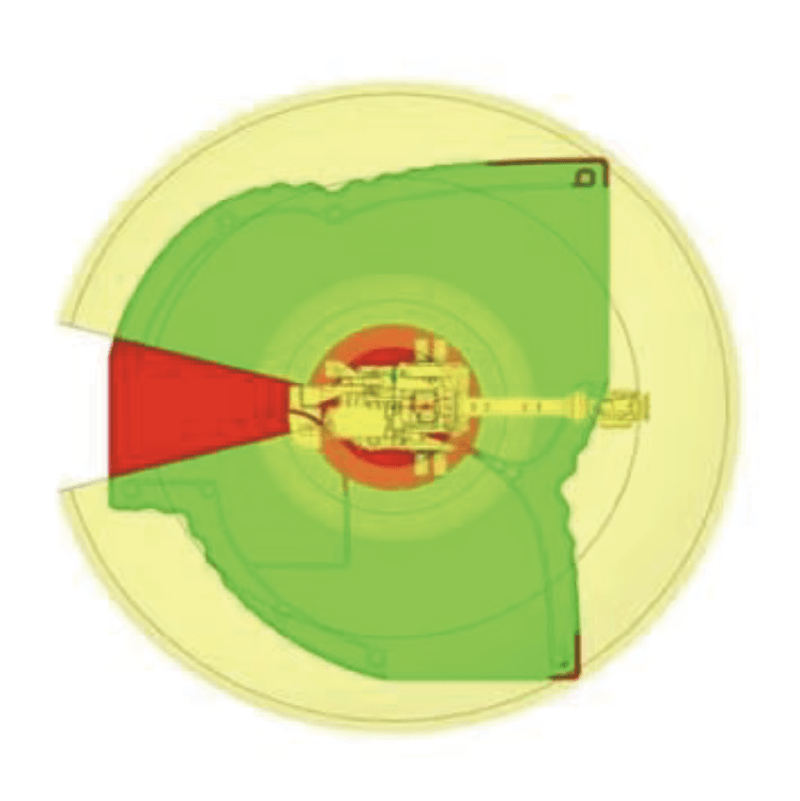
1 つの定点から印刷する場合のリーチに関するロボット アーム プリンターの欠点は、最大リーチが 3 メートルのアームを備えたロボット プリンター (これは通常、ロボット プリンター会社が提供するものです) を調査すると、さらに明確になります。印刷:
最大 3 メートルのリーチのロボット アームを備えたロボット プリンターの印刷可能領域。通常、ロボット プリンターのサプライヤーによって提供されます。
このようなロボット アーム プリンターは、BOD で使用したガントリー プリンターと比較して、印刷可能な領域が非常に限られていることは明らかです。
ロボット アーム プリンターのサプライヤーがこの問題を克服しようとしている方法の 1 つは、複数の固定点から印刷するようにロボットを動かすか、ロボットを可動式にすることです。ただし、これにより、以下で説明するさまざまな問題も発生します。
ロボット アームでのみ要素を 3D プリントできます
上記の印刷可能領域の問題と組み合わせると、別の問題が関係します。ロボット アーム プリンターを使用すると、(印刷可能な領域が限られているため) 一度に建物全体を構築することは事実上不可能です。そのため、ユーザーは、複数の要素/セクションで構成され、現場で組み立てられた建物構造のみを印刷する必要があります。
プリンタは、要素をオフサイトまたはオンサイトで印刷できます。オフサイトには、より管理された環境でプリンターが動作するという利点がありますが、オンサイトでの印刷要素の輸送と組み立てが必要です。このような移送は、印刷された要素が十分に硬化して移送を処理できるようになる前に行うことはできません。これは通常、数日後に最初に発生します。
一方、要素のオンサイト印刷では、輸送の必要性はなくなりますが、輸送の必要性はありません。
要素の組み立てと接続。また、要素をオンサイトで印刷する場合、印刷はオフサイト要素印刷の場合のように完全に制御された領域で行われません。キャタピラや車輪があるためにプリンタが移動可能であっても、通常、ロボット プリンタを使用すると、各要素を完全に印刷してから、次の要素を印刷するためにプリンタを移動する必要があります (そして、アセンブリ/接続の必要性が生じます)。コンクリートの硬化に。したがって、ユーザーは通常、最初の要素の 1 つのレイヤー (最初の固定位置からロボットが到達可能な領域) を印刷し、プリンターを動かして別の要素の最初のレイヤーを印刷し、戻ってきて最初の要素をさらに印刷することはできません。 、この要素の最初のレイヤーは、元のレイヤーに戻ると完全に設定されるためです。したがって、
この問題を克服するために、コンクリートのレシピを調整して
硬化時間を長くすることができますが、それでもロボットが
適切なタイミングで正確に最初の要素に戻ることを保証する必要がなくなるわけではありません。プリンターは(大きな印刷を可能にするために)
時間を計るのが非常に難しくなります。
必要な要素のしっかりした接続
また、3D プリンティング要素は、要素を接続するためのソリューションを見つける必要があることを意味します。湿気、断熱材などに関する建築基準を満たすことができるソリューション。簡単な作業ではありません。要素の接続は、プレキャスト コンクリート業界ではよく知られているタスクですが、プレキャスト コンクリート要素は 3D プリントされた要素とは大きく異なります。プレキャスト コンクリート要素を作成する場合、これらには通常、断熱材が既に含まれており、接続用に準備されているため、接続にはるかに適しています。
ファイルの印刷/印刷するロボットのプログラミング/ソフトウェア
上記の 2 つの重大な問題に加えて、次のことも考慮する必要があります。
プリンターの 6 つの自由度が互いに干渉する傾向があるため、ロボット アームのプログラミングは困難です。次のyoutubeのロボット アーム プログラミング チュートリアルを検討してください。
注意すべきことは、オペレーターがどのように試行錯誤し、ロボットが腕を素早くひねって悪い状況から自分自身を解放する必要がある状況に陥らないようにする必要があるかということです。実際、プログラマーは適切な解決策を実際に見つけることができず、最終的に、チュートリアルを完了するときにまだいくつかのけいれんがあるパスを受け入れます。
ロボット アームを使用するには、ロボットの操作 (およびプログラミング)のトレーニングを受けたオペレーター (ロボット プログラマー) が実際に必要です。したがって、ユーザーがロボットプリンターを適用する場合は、ロボットの「プログラマー」がいることが望ましいですが、最低限必要なのは、少なくとも何らかの
プログラミングを行うことができるロボットの「オペレーター」です。マルチユーザーの状況では、これは実際に考慮すべき問題です。
また、ロボット アームの印刷に関与する他の企業が言及しているように、通常の .stl ファイル (Autocad などの建築図面プログラムで作成できるファイル) から、ロボットを制御できるプログラム コードに移行するのはそれほど簡単ではありません。プリンター。つまり、建築家の図面から「印刷ファイル」を取得するにはプログラマーが必要であり、プログラマーはロボットの動きの一部を手動でプログラムする必要があります。必要な時間を見積もることは困難ですが、通常は何時間ものプログラミングが必要になります。
ロボット プリンターのサプライヤーがファイル変換 (.stl から) 用の独自のソフトウェアを開発したとしても、そのようなソフトウェア ソリューションは、通常、すべての問題が解決されたことを意味するわけではなく、任意のアーキテクト ファイルを手動入力なしで印刷ファイルに変換できることを意味するわけではありません。それぞれのプリント。したがって、通常、ロボット プリンタのサプライヤによって開発されたこのようなソフトウェア ソリューションを使用しても、ロボットのプログラミングに関して手動で入力する必要があります。
ほぼすべてのモデル ファイルを印刷ファイルに変換できると思われる社内ソフトウェアを開発したロボット プリンター サプライヤーは 1 社しか知りませんが、そのソフトウェアはモデルが (CAD 描画ソフトウェアではなく) Rhino からのものであることを必要とします。これに関する大きな問題は、Rhino が建築家やエンジニアによって通常使用されるタイプのソフトウェアではないことです。したがって、このソフトウェアを使用すると、モデル ファイルから印刷ファイルへの変換に関する最大の問題を解決できる可能性がありますが、そのようなソフトウェアでは、従来の CAD プログラムで作成された建築家またはエンジニアの図面を Rhino を使用して再度作成する必要があります。これは実際には生産的ではなく、建築家/エンジニアの図面を変換してロボット プリンターが理解できるファイルを印刷するために必要な手作業の量を部分的に削減するだけです。
一方、BOD2 ガントリー プリンターは、オープン ソース プロジェクトとして 10 年以上にわたって開発された「通常の」3D プリンター ソフトウェアを使用し、ソース コードが自由に利用できるため、誰でもニーズに合わせて自由に変更できます。当社は、当社のプリンター専用のコードを準備するために最適化された、そのようなソフトウェア (当社独自のソフトウェア) のバージョンをプリンターに提供します。
このソフトウェアは、自動的に .stl を印刷ファイルに変換します。.stl ファイルが完成している限り、ソフトウェアは自動的に印刷ファイルへの変換を処理します。プログラマーは必要ありません。その意味では、ガントリータイプのプリンターを購入して操作することは、Ultimaker を購入して操作することに似ています。
一方で、3Dプリンターを使った経験がなければガントリータイプのプリンターを使うの
も得策ではありません。その点では、ガントリー型プリンターはロボット型
プリンターと大差ありません。
違いは、経験豊富なロボット アーム オペレーターになることは、3D プリントの経験を積むことよりもはるかに難しく、要求が厳しいということです。
3D プリンターをマスターするよりも、ロボットをマスターする方が単純に難しいのです。
当社のスライシング ソフトウェアは、世界中の 3D プリンターのデファクト スタンダードである STL ファイルで動作します。どの CAD システムでも STL ファイルをエクスポートできます。つまり、すべての 99% をエクスポートできます。当社のプリンターは、FDM プリンターに通常使用されるすべてのスライサーと互換性がありますが、当社の建設用プリンターが使用する大規模な印刷に使用できる、より詳細な制御とより正確なスライシングを可能にするために開発した特別なソフトウェア (当社独自のソフトウェア) を提供します。
材料の流れ/ホッパーを制御することで、非連続印刷が可能になります
最後に、ガントリータイプのプリンターで印刷すると、印刷ヘッドの上にホッパーを適用することで、材料の流れを制御できる可能性が高くなることに注意してください。ホッパー内の材料のリザーバーにより、BOD を印刷したときに行ったように、印刷が行われないはずの領域を印刷ヘッドが移動すると、材料の流出を停止できるため、プリンターは連続的に印刷する必要はありません。 、ドアと窓を配置する場所にプリントがありませんでした。材料をノズルから押し出すホッパー内のオーガが停止するだけで、材料がノズルから排出されず、代わりにポンプからの材料がホッパーに蓄積されます。
ホッパーを使用しないと、プリンターは実質的に連続して印刷する必要があり、たとえばウィンドウをそこに配置する必要があるため、特定の部分が印刷されない構造を印刷することができなくなります。理論的には、地上にあるポンプを介してノズルからの材料の流出を制御できるはずですが、実際の経験では、材料の力学と適用される力のために、十分に正確に行うことができないことが示されています。
このようなホッパーの適用は、ロボット アーム プリンターを使用する場合には不可能であることが多く、ホッパーをロボット プリンターに適用すると、プリント ヘッドが非常に大きくなり、「不器用」になり、印刷経路を準備する際にさらに課題が追加されます (大きな印刷物として)。ヘッドは、以前に作成された印刷領域に「ぶつかる」ことがよくあります)。
これが、大部分のロボット アーム プリンターにホッパー付きのプリント ヘッドがない理由であり、ロボット アーム プリンターで作成されるほぼすべてのプリントが連続プリントであり、プリントヘッドが
一時停止することなく連続してプリントする理由です。
ロボットベースのプリントのビデオを調査すると、これらのほとんどすべてが、プリンターがすべてを印刷している、永遠に続く印刷パスで作成されていることが明確にわかります。
領域 (たとえば、ウィンドウの場所) を通過するときに印刷を停止する必要がなく、その領域が通過したときに再び印刷を開始する必要はありません。ロボットプリンターには、ホッパー/リザーバーがないため、一般的にこの開始/停止機能がありません。これは、ロボット プリンターで作成できる印刷の種類に対する深刻な制限であり、巧妙な印刷パスの生成がさらに複雑になります。
ロボット プリンターを使用する場合の連続印刷の必要性には、他の結果もあります。材料は同じ速度・体積で流れ出し続けるため、ある部分で印刷が困難なために移動速度が遅くなると、その場所で余分な材料が発生し、印刷ムラが発生します (または、余分な材料が必要な場合)。手動で削除します)。
たとえば、ロボット プリンターを使用してコーナーを印刷する場合、移動の速度を下げるのが一般的ですが、ノズルから放出される材料の量が維持されるため、余分な材料が生成されます。コーナーで。
また、3D プリンティング要素は、要素を接続するためのソリューションを見つける必要があることを意味します。湿気、断熱材などに関する建築基準を満たすことができるソリューション。簡単な作業ではありません。要素の接続は、プレキャスト コンクリート業界ではよく知られているタスクですが、プレキャスト コンクリート要素は 3D プリントされた要素とは大きく異なります。プレキャスト コンクリート要素を作成する場合、これらには通常、断熱材が既に含まれており、接続用に準備されているため、接続にはるかに適しています。
ガントリー プリンターは、大小の建物の両方を印刷できます
もちろん、「大きい」というのは相対的なものです。当社の BOD2 3D 建設プリンターは、1 階建て、2 階建て、3 階建ての建物を簡単に印刷しました。これはもちろん、3D プリント中にいつでもプリンターを動かすことなく可能でした。これは、明らかに、ロボット アーム プリンターを使用して達成することはできません。
ガントリー プリンターは、複雑な建築部品を詳細に印刷することもできます。
当社のプリンターは X、Y、Z 方向に正確に制御でき、エクストルーダーは可変速度で実行できるため、印刷速度を遅くしたり速くしたりできます (非連続印刷が必要な場合は一時停止することもできます)。詳細度の高い細かいプリントの場合は、ノズルを小さくし、層の高さを低くすることをお勧めします。これで解決できます。当社のノズルは 3D プリントされているため、多くの実験と柔軟性が可能です。
ただし、より細かい印刷の場合、一般的な課題は、プリンターができることではなく、材料がどのように動作するかであり、材料開発にはまだ多くの作業が必要であることに注意してください. 明らかに、一部のロボット プリンター サプライヤーが使用しているように、プリントに使用されている「モルタル」のような素材が多ければ多いほど、プリントはより細かくなりますが、このタイプの素材は通常、従来のコンクリートと同じ強度を持ちません。型材。
一般に、マテリアルとしてのコンクリートは通常、多くのオーバーハングを伴う印刷 (印刷したばかりのものの外に印刷する) を許可しません。この可能性のある制限については、まだ調査していません。
もちろん、「大きい」というのは相対的なものです。当社の BOD2 3D 建設プリンターは、1 階建て、2 階建て、3 階建ての建物を簡単に印刷しました。これはもちろん、3D プリント中にいつでもプリンターを動かすことなく可能でした。これは、明らかに、ロボット アーム プリンターを使用して達成することはできません。
ガントリー プリンターは移動式で、現場でもオフサイトでも使用できます。
当社のプリンターは移動可能です。明らかに、ガントリー プリンターはロボット プリンターよりも移動が困難ですが、実際には、プリンターを取り外して新しい場所に設置するのに最大 2 日しかかかりません。
より多くの経験を積むことで、これを 1 日に短縮できると期待しています。私たちはすでに
工場環境での現場印刷とオフサイト印刷の両方にプリンターを使用しています。
ガントリープリンターは、モルタルだけでなくコンクリートにも印刷できます
当社の BOD2 3D コンクリート プリンターは、従来のコンクリートやリサイクル材料を多く含むレシピなど、当社が提供するすべてのものを印刷しました。モルタル系はもちろん、コンクリート系も印刷可能です。本物のコンクリートを使用した 3D プリントは、3D コンストラクション プリントの技術における大きな変化であり、前例のない大幅な材料費の節約を可能にします。CEMEX と協力して、お客様が実際のコンクリートを 3D プリントできるようにする D.fab 添加剤を設計および開発しました。この例は、こことここにあります。
The BOD を作成する際に行った、最大 8 mm の集合体サイズの材料の使用により、ロボットが使用するモルタル タイプの材料だけでなく、実際にコンクリート タイプの材料を印刷できることに注意してください。プリンターサプライヤー。一方、より細かいモルタルタイプの材料を印刷すると、印刷は一般的に滑らかで美しくなります.これは、プリントの強度と耐久性が制限されていることを意味します。